

Taguchi (1924-2012) nació en la ciudad textil de Tokamachi, donde estudió inicialmente ingeniería textil con la intención de entrar en el negocio de la familia kimono. Sin embargo, con la escalada de la Segunda Guerra Mundial, en 1942, fue reclutado en el Departamento de Astronomía del Instituto de Navegación de la Armada Imperial Japonesa.
Después de la guerra, en 1948, ingresó en el Ministerio de Salud Pública y Bienestar Social, donde quedó bajo la influencia del eminente estadista Matosaburo Masuyama, que incentivó su interés en el diseño de experimentos. También trabajó en el Instituto de Estadística Matemática durante este tiempo, y apoyó el trabajo experimental en la producción de penicilina en la farmacéutica Morinaga, una empresa de Morinaga Seika.
En 1950, se incorporó al Laboratorio de Comunicaciones Eléctricas (ECL), de la Nippon Telegraph and Telephone Corporation justo cuando el control de calidad estadístico estaba empezando a ser popular en Japón, bajo la influencia de W. Edwards Deming y la Unión Japonesa de Científicos e Ingenieros. ECL se encuentra en una rivalidad con Bell Labs para desarrollar la barra transversal y los sistemas de conmutación telefónica, y Taguchi pasó sus doce años en la elaboración de métodos para mejorar la calidad y fiabilidad. Incluso en este punto, se le empieza a consultar ampliamente en la industria japonesa, con Toyota uno los primeros en adoptar sus ideas.
Durante la década de 1950, colaboró ampliamente y en 1954-1955 fue profesor visitante en el Instituto de Estadística de la India, donde trabajó con R. A. Fisher y Walter A. Shewhart.
Tras concluir su doctorado en la Universidad de Kyushu en 1962, dejó el ECL, manteniendo una relación de consultoría. En el mismo año visitó la Universidad de Princeton bajo el patrocinio de John Tukey, quien le proporcionó un periodo en los Laboratorios Bell, su antiguo rival en ECL . En 1964 se convirtió en profesor de ingeniería en la Universidad Aoyama Gakuin, Tokio. En 1966 inicia una colaboración con Yuin Wu, quien más tarde emigra a los EE.UU., y, en 1980, invita a Taguchi a una conferencia. Durante su visita, el propio Taguchi financia su retorno a los Laboratorios Bell, donde su enseñanza inicial había tenido poco impacto duradero. Esta segunda visita se inició una colaboración con Madhav Phadke y un creciente entusiasmo por su metodología en los Laboratorios Belll y en otros lugares, incluyendo la Ford Motor Company, Boeing, Xerox y ITT.
Desde 1982, Genichi Taguchi ha sido asesor del Instituto japonés de Normas, y el director ejecutivo del Instituto de Proveedores de América, una organización internacional de consultoría.
Después de la guerra, en 1948, ingresó en el Ministerio de Salud Pública y Bienestar Social, donde quedó bajo la influencia del eminente estadista Matosaburo Masuyama, que incentivó su interés en el diseño de experimentos. También trabajó en el Instituto de Estadística Matemática durante este tiempo, y apoyó el trabajo experimental en la producción de penicilina en la farmacéutica Morinaga, una empresa de Morinaga Seika.
En 1950, se incorporó al Laboratorio de Comunicaciones Eléctricas (ECL), de la Nippon Telegraph and Telephone Corporation justo cuando el control de calidad estadístico estaba empezando a ser popular en Japón, bajo la influencia de W. Edwards Deming y la Unión Japonesa de Científicos e Ingenieros. ECL se encuentra en una rivalidad con Bell Labs para desarrollar la barra transversal y los sistemas de conmutación telefónica, y Taguchi pasó sus doce años en la elaboración de métodos para mejorar la calidad y fiabilidad. Incluso en este punto, se le empieza a consultar ampliamente en la industria japonesa, con Toyota uno los primeros en adoptar sus ideas.
Durante la década de 1950, colaboró ampliamente y en 1954-1955 fue profesor visitante en el Instituto de Estadística de la India, donde trabajó con R. A. Fisher y Walter A. Shewhart.
Tras concluir su doctorado en la Universidad de Kyushu en 1962, dejó el ECL, manteniendo una relación de consultoría. En el mismo año visitó la Universidad de Princeton bajo el patrocinio de John Tukey, quien le proporcionó un periodo en los Laboratorios Bell, su antiguo rival en ECL . En 1964 se convirtió en profesor de ingeniería en la Universidad Aoyama Gakuin, Tokio. En 1966 inicia una colaboración con Yuin Wu, quien más tarde emigra a los EE.UU., y, en 1980, invita a Taguchi a una conferencia. Durante su visita, el propio Taguchi financia su retorno a los Laboratorios Bell, donde su enseñanza inicial había tenido poco impacto duradero. Esta segunda visita se inició una colaboración con Madhav Phadke y un creciente entusiasmo por su metodología en los Laboratorios Belll y en otros lugares, incluyendo la Ford Motor Company, Boeing, Xerox y ITT.
Desde 1982, Genichi Taguchi ha sido asesor del Instituto japonés de Normas, y el director ejecutivo del Instituto de Proveedores de América, una organización internacional de consultoría.
Su filosofía.
1. Un aspecto importante de la calidad de un producto manufacturado es la pérdida total generada por ese producto a la sociedad.
2. En una economía competitiva, el mejoramiento continuo de la calidad y la reducción de los costes son imprescindibles para subsistir en la industria. Se diferencian tres tipos de costes:
3. Un programa de mejoramiento continuo de la calidad incluye una incesante reducción en la variación de las características de performance del producto con respecto a sus valores objetivo.
4. La pérdida del consumidor originada en una variación de la performance del producto es casi siempre proporcional al cuadrado de la desviación de las características de performance con respecto a su valor objetivo. Por eso, la medida de la calidad se reduce rápidamente con una gran desviación del objetivo.
5. La calidad y el coste final de un producto manufacturado están determinados en gran medida por el diseño industrial del producto y su proceso de fabricación.
6. Una variación de la performance se puede reducir aprovechando los efectos no lineales/conjuntos de los parámetros del producto (o proceso) sobre las características deperformance.
7. Los experimentos estadísticamente planificados se pueden utilizar para determinar los parámetros del producto (o proceso) que reducen la variación de la performance.
2. En una economía competitiva, el mejoramiento continuo de la calidad y la reducción de los costes son imprescindibles para subsistir en la industria. Se diferencian tres tipos de costes:
- Costos asociados al diseño del producto.
- Costos de manufacturación.
- Costos de operación.
3. Un programa de mejoramiento continuo de la calidad incluye una incesante reducción en la variación de las características de performance del producto con respecto a sus valores objetivo.
4. La pérdida del consumidor originada en una variación de la performance del producto es casi siempre proporcional al cuadrado de la desviación de las características de performance con respecto a su valor objetivo. Por eso, la medida de la calidad se reduce rápidamente con una gran desviación del objetivo.
5. La calidad y el coste final de un producto manufacturado están determinados en gran medida por el diseño industrial del producto y su proceso de fabricación.
6. Una variación de la performance se puede reducir aprovechando los efectos no lineales/conjuntos de los parámetros del producto (o proceso) sobre las características deperformance.
7. Los experimentos estadísticamente planificados se pueden utilizar para determinar los parámetros del producto (o proceso) que reducen la variación de la performance.
Diseño robusto
Cada vez que se diseña un producto, se hace pensando en que va a cumplir con las necesidades de los clientes, pero siempre dentro de un cierto estándar; a esto se le llama “calidad aceptable”.
El tipo de diseño que Taguchi propone es que se haga mayor énfasis en las necesidades que le interesan al consumidor y que a su vez, se ahorre dinero en las que no le interesen.
La contribución más importante del Dr. Taguchi, ha sido la aplicación de la estadística y la ingeniería para la reducción de costos y mejora de la calidad en el diseño de productos y los procesos de fabricación.
En sus métodos se emplea la experimentación a pequeña escala con la finalidad de reducir la variación y descubrir diseños robustos y baratos para la fabricación en serie.
El pensamiento de Taguchi se basa en conceptos fundamentales a la calidad total:
1. Las organizaciones deben ofrecer productos mejores que sus competidores en cuanto a diseño y precio.
2. Productos atractivos al cliente y con un mínimo de variación entre sí.
3. Ser resistentes al deterioro y a factores externos a su operación.
Cada vez que se diseña un producto, se hace pensando en que va a cumplir con las necesidades de los clientes, pero siempre dentro de un cierto estándar; a esto se le llama “calidad aceptable”.
El tipo de diseño que Taguchi propone es que se haga mayor énfasis en las necesidades que le interesan al consumidor y que a su vez, se ahorre dinero en las que no le interesen.
La contribución más importante del Dr. Taguchi, ha sido la aplicación de la estadística y la ingeniería para la reducción de costos y mejora de la calidad en el diseño de productos y los procesos de fabricación.
En sus métodos se emplea la experimentación a pequeña escala con la finalidad de reducir la variación y descubrir diseños robustos y baratos para la fabricación en serie.
El pensamiento de Taguchi se basa en conceptos fundamentales a la calidad total:
1. Las organizaciones deben ofrecer productos mejores que sus competidores en cuanto a diseño y precio.
2. Productos atractivos al cliente y con un mínimo de variación entre sí.
3. Ser resistentes al deterioro y a factores externos a su operación.
Función de pérdida.
El control de calidad ha tenido como objetivo controlar la variación funcional y los problemas relacionados con esto.
El objetivo de la función pérdida es evaluar cuantitativamente la pérdida de calidad debido a variaciones funcionales.
El doctor Taguchi ha descubierto que la representación cuadrática de la función de pérdida, es una forma eficiente y efectiva para establecer la pérdida debido a la desviación de una característica de calidad del valor meta; esto es la pérdida debida a la mala calidad.
Es importante recordar que:
1. Conformarse con los lÍmites de especificación es un indicador inadecuado de la calidad o pérdida debida a la mala calidad.
2. La pérdida de calidad es causada por la insatisfacción del consumidor.
3. La pérdida de calidad puede relacionarse con las características del producto.
4. La pérdida de calidad es una pérdida financiera.
5. La función de pérdida es una herramienta excelente para evaluar la pérdida en la etapa inicial del desarrollo del producto.
Indice CPM o indice TAGUCHI
Es de todos conocidos el índice de capacidad potencial (Cp) y el índice de capacidad real (Cpk) para los cuales lo más importante es reducir la variabilidad y cumplir con las especificaciones. Sin embargo el Cpm está orientado a reducir la variabilidad alrededor del valor nominal, no solo estar orientada a cumplir con las especificaciones. El Cpm mide mejor que el Cpk el centrado del proceso y la variabilidad.
Cuando el índice Cpm es mayor a uno, entonces eso quiere decir que el proceso cumple con las especificaciones, y en particular que la media del proceso está dentro de la tercera parte media de la banda de las especificaciones. Si el Cpm es mayor que 1.33 entonces la media del proceso estará dentro de la quinta parte media del rango de especificaciones.
Si la estimación del Cpm se hace con base en una muestra aleatoria del proceso, el Cpm encontrado podrá ser menor o mayor que el verdadero valor.
Función de Pérdida para una Característica.
La función de pérdida que el doctor Taguchi usa es una aproximación de una expansión de la serie de Taylor alrededor de un valor meta "m".
La función de pérdida de calidad se expresa con la ecuación siguiente:
L(y) = K(y-m)2
En donde:
L(y)= pérdida en dinero por unidad de producto cuando las características de calidad son igual
a 41 y 55 y = valor de la característica de calidad, esto es, longitud, anchura, etc.,
m = valor nominal de "y"
k = constante de proporcionalidad.
La razón de señal a ruido.
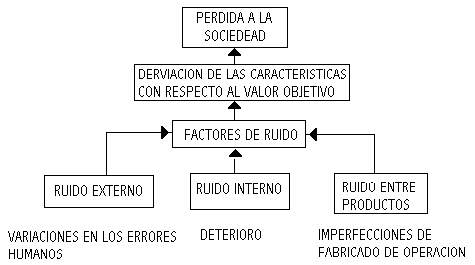
Los factores que causan que una característica funcional, como por ejemplo, la eficiencia del combustible, los cambios de presión, la maniobrabilidad, etc., se desvíe de su valor objetivo, se llaman factores de ruido. Los factores de ruido causan variación y pérdida de calidad. Durante su larga experiencia, el Dr. Taguchi ha observado que ésta pérdida de calidad, en términos de tiempo y dinero, tanto a los consumidores como a los fabricantes, y en último término a la sociedad.
En la siguiente gráfica se muestra los diferentes tipos de ruido que desvían la característica de su valor objetivo.
El control de calidad ha tenido como objetivo controlar la variación funcional y los problemas relacionados con esto.
El objetivo de la función pérdida es evaluar cuantitativamente la pérdida de calidad debido a variaciones funcionales.
El doctor Taguchi ha descubierto que la representación cuadrática de la función de pérdida, es una forma eficiente y efectiva para establecer la pérdida debido a la desviación de una característica de calidad del valor meta; esto es la pérdida debida a la mala calidad.
Es importante recordar que:
1. Conformarse con los lÍmites de especificación es un indicador inadecuado de la calidad o pérdida debida a la mala calidad.
2. La pérdida de calidad es causada por la insatisfacción del consumidor.
3. La pérdida de calidad puede relacionarse con las características del producto.
4. La pérdida de calidad es una pérdida financiera.
5. La función de pérdida es una herramienta excelente para evaluar la pérdida en la etapa inicial del desarrollo del producto.
Indice CPM o indice TAGUCHI
Es de todos conocidos el índice de capacidad potencial (Cp) y el índice de capacidad real (Cpk) para los cuales lo más importante es reducir la variabilidad y cumplir con las especificaciones. Sin embargo el Cpm está orientado a reducir la variabilidad alrededor del valor nominal, no solo estar orientada a cumplir con las especificaciones. El Cpm mide mejor que el Cpk el centrado del proceso y la variabilidad.
Cuando el índice Cpm es mayor a uno, entonces eso quiere decir que el proceso cumple con las especificaciones, y en particular que la media del proceso está dentro de la tercera parte media de la banda de las especificaciones. Si el Cpm es mayor que 1.33 entonces la media del proceso estará dentro de la quinta parte media del rango de especificaciones.
Si la estimación del Cpm se hace con base en una muestra aleatoria del proceso, el Cpm encontrado podrá ser menor o mayor que el verdadero valor.
Función de Pérdida para una Característica.
La función de pérdida que el doctor Taguchi usa es una aproximación de una expansión de la serie de Taylor alrededor de un valor meta "m".
La función de pérdida de calidad se expresa con la ecuación siguiente:
L(y) = K(y-m)2
En donde:
L(y)= pérdida en dinero por unidad de producto cuando las características de calidad son igual
a 41 y 55 y = valor de la característica de calidad, esto es, longitud, anchura, etc.,
m = valor nominal de "y"
k = constante de proporcionalidad.
La razón de señal a ruido.
Los factores que causan que una característica funcional, como por ejemplo, la eficiencia del combustible, los cambios de presión, la maniobrabilidad, etc., se desvíe de su valor objetivo, se llaman factores de ruido. Los factores de ruido causan variación y pérdida de calidad. Durante su larga experiencia, el Dr. Taguchi ha observado que ésta pérdida de calidad, en términos de tiempo y dinero, tanto a los consumidores como a los fabricantes, y en último término a la sociedad.
En la siguiente gráfica se muestra los diferentes tipos de ruido que desvían la característica de su valor objetivo.
Control de Calidad fuera de la línea y sobre la línea.
Ingeniería de la calidad en línea: Calidad en el área de fabricación, se encarga del control y la corrección de procesos así como del mantenimiento preventivo.
Ingeniería de la calidad fuera de línea: Se encarga de la optimización del diseño de productos y de procesos. Una de sus herramientas es el diseño de experimentos.
El profesor Taguchi propone una filosofía de la ingeniería de calidad fuera de línea que es ampliamente aplicable. El considera tres etapas en el desarrollo de un producto o proceso: diseño del sistema, diseño de parámetros y diseño de
tolerancias.
1. En el diseño del sistema, el ingeniero utiliza principios científicos y de ingeniería para determinar la configuración básica.
2. El diseño de parámetros, determina los valores específicos para los parámetros del sistema.
3. El diseño de tolerancias se utiliza con objeto de determinar las mejores tolerancias para los parámetros.
DISEÑO DE SISTEMAS.
Es la etapa primaria de desarrollo en la cual la arquitectura básica de un producto o proceso es determinado. Durante el diseño de sistema, el ingeniero diseñador aplica su conocimiento y experiencia en el área de especialización para crear un producto o proceso con capacidades distintivas que más tarde servirán como puntos de venta. El diseñador del sistema usa su experiencia en el diseño de sistemas similares para generar un nuevo sistema que sea superior de alguna forma a los diseños previos.
DISEÑO DE PARAMETROS.
Durante el diseño de parámetro, el diseño o proceso ingenieril busca optimizar el diseño de sistema a través de la rxperimentación para minimizar la variación del rendimiento, al enfrentarse al usuario incontrolable y a factores ambientales. Taguchi comienza por identificar esas características de calidad que más afecta al rendimiento del sistema, específicamente si afecta al cliente.
Por ejemplo, una característica de calidad para un coche podría ser que siempre arranque fácil y rápidamente, sin importar cuáles son las condiciones externas.
Durante el diseño de parámetro, el ingeniero selecciona las características de calidad más adecuadas para la experimentación y busca todos los factores que tienen un efecto en él. Entonces, separa los factores que puede controlar de los que no tiene control.
En el caso del automóvil los factores sobre los que no tiene control podrían ser la temperatura exterior, los niveles de humedad, el rango de altitud en el cual el coche va a ser operado durante su uso, etc. La compañía del automóvil no puede decirle a su cliente que no debería operar su vehículo cuando la temperatura esta bajo cero o arriba de cierto punto. Entonces el objetivo del ingeniero es hacer el auto resistente a estos factores incontrolables, o como diría Taguchi, "robustidad contra ruido"
DISEÑO DE TOLERANCIA.
Durante el diseño de tolerancia, el ingeniero especificará sistemáticamente cuánto tendrán que aumentar los niveles de funcionamientos de ciertos factores para completar los requerimientos para la característica de la calidad. En el diseño de tolerancia, el ingeniero determina el porcentaje que cada uno de los ruidos contribuye para alcanzar el funcionamiento requerido por la característica de calidad. Con él puede decidir cuánto debe reducir los limites de tolerancia de cada factor para alcanzar su objetivo. El limitar las tolerancias de los factores casi siempre tiene que ver con actualizar con partes o componentes de alto costo.
Ingeniería de la calidad en línea: Calidad en el área de fabricación, se encarga del control y la corrección de procesos así como del mantenimiento preventivo.
Ingeniería de la calidad fuera de línea: Se encarga de la optimización del diseño de productos y de procesos. Una de sus herramientas es el diseño de experimentos.
- Diseño del producto: Investigación y desarrollo de un prototipo.
- Diseño del proceso: Diseño de un proceso de producción para manufacturar el producto.
El profesor Taguchi propone una filosofía de la ingeniería de calidad fuera de línea que es ampliamente aplicable. El considera tres etapas en el desarrollo de un producto o proceso: diseño del sistema, diseño de parámetros y diseño de
tolerancias.
1. En el diseño del sistema, el ingeniero utiliza principios científicos y de ingeniería para determinar la configuración básica.
2. El diseño de parámetros, determina los valores específicos para los parámetros del sistema.
3. El diseño de tolerancias se utiliza con objeto de determinar las mejores tolerancias para los parámetros.
DISEÑO DE SISTEMAS.
Es la etapa primaria de desarrollo en la cual la arquitectura básica de un producto o proceso es determinado. Durante el diseño de sistema, el ingeniero diseñador aplica su conocimiento y experiencia en el área de especialización para crear un producto o proceso con capacidades distintivas que más tarde servirán como puntos de venta. El diseñador del sistema usa su experiencia en el diseño de sistemas similares para generar un nuevo sistema que sea superior de alguna forma a los diseños previos.
DISEÑO DE PARAMETROS.
Durante el diseño de parámetro, el diseño o proceso ingenieril busca optimizar el diseño de sistema a través de la rxperimentación para minimizar la variación del rendimiento, al enfrentarse al usuario incontrolable y a factores ambientales. Taguchi comienza por identificar esas características de calidad que más afecta al rendimiento del sistema, específicamente si afecta al cliente.
Por ejemplo, una característica de calidad para un coche podría ser que siempre arranque fácil y rápidamente, sin importar cuáles son las condiciones externas.
Durante el diseño de parámetro, el ingeniero selecciona las características de calidad más adecuadas para la experimentación y busca todos los factores que tienen un efecto en él. Entonces, separa los factores que puede controlar de los que no tiene control.
En el caso del automóvil los factores sobre los que no tiene control podrían ser la temperatura exterior, los niveles de humedad, el rango de altitud en el cual el coche va a ser operado durante su uso, etc. La compañía del automóvil no puede decirle a su cliente que no debería operar su vehículo cuando la temperatura esta bajo cero o arriba de cierto punto. Entonces el objetivo del ingeniero es hacer el auto resistente a estos factores incontrolables, o como diría Taguchi, "robustidad contra ruido"
DISEÑO DE TOLERANCIA.
Durante el diseño de tolerancia, el ingeniero especificará sistemáticamente cuánto tendrán que aumentar los niveles de funcionamientos de ciertos factores para completar los requerimientos para la característica de la calidad. En el diseño de tolerancia, el ingeniero determina el porcentaje que cada uno de los ruidos contribuye para alcanzar el funcionamiento requerido por la característica de calidad. Con él puede decidir cuánto debe reducir los limites de tolerancia de cada factor para alcanzar su objetivo. El limitar las tolerancias de los factores casi siempre tiene que ver con actualizar con partes o componentes de alto costo.
La metodología de Taguchi enfatiza en:
- Diseño Robusto – es la búsqueda por el juego de condiciones para lograr un comportamiento del proceso óptimo.
- Minimización de la función de pérdida – es la minimización de la pérdida económica debido a las corridas en condiciones no-óptimas.
- Maximización de la Señal razón a Ruido – es el alcance de los mejores objetivos del proceso bajo las condiciones no controlables (ruido).
- Selección del diseño experimental para examinar las Gráficas Lineales, que permiten además la investigación de las interacciones de los efectos deseados, basados en el proceso conocido.
Opinión personal.
La metodología de Taguchi es de las más completas dentro de las filosofías enfocadas a la calidad, su desarrollo de modelos estadísticos es su mayor aporte junto con el método de Diseño Robusto, yo creo que es quien más ocupa la estadística para evaluar la calidad dentro de las empresas.
La mayor parte de su trabajo se basa en el análisis estadístico de los procesos que se llevan a en la empresa, con el fin de disminuir la pérdida económica.
La mayor parte de su trabajo se basa en el análisis estadístico de los procesos que se llevan a en la empresa, con el fin de disminuir la pérdida económica.
